
1. Hidrotermikus rönkfeldolgozás
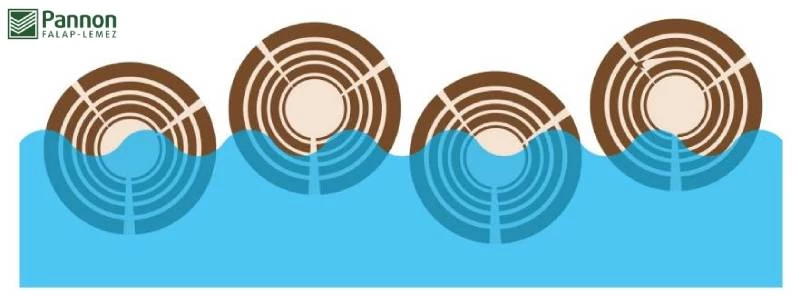 A rétegelt lemezgyártás alapanyagául szolgáló rönkök hidrotermikus kezelést kapnak. Az eljárás során a rönköket 40–60 °C hőmérsékletű vízzel töltött áztatómedencékben tartják, általában 12–72 órán keresztül, fafajtától és a rönk átmérőjétől függően. Ez megkönnyíti a hámozást, és csökkenti a repedés veszélyét. A felpuhult rönköket ezt követően mechanikus hántolással megtisztítják a kérgüktől, valamint az esetleges ásványi- és egyéb szennyeződésektől, amelyek a fakitermelés és szállítás során rakódtak rá.
A rétegelt lemezgyártás alapanyagául szolgáló rönkök hidrotermikus kezelést kapnak. Az eljárás során a rönköket 40–60 °C hőmérsékletű vízzel töltött áztatómedencékben tartják, általában 12–72 órán keresztül, fafajtától és a rönk átmérőjétől függően. Ez megkönnyíti a hámozást, és csökkenti a repedés veszélyét. A felpuhult rönköket ezt követően mechanikus hántolással megtisztítják a kérgüktől, valamint az esetleges ásványi- és egyéb szennyeződésektől, amelyek a fakitermelés és szállítás során rakódtak rá.
 2. Hámozás
2. Hámozás
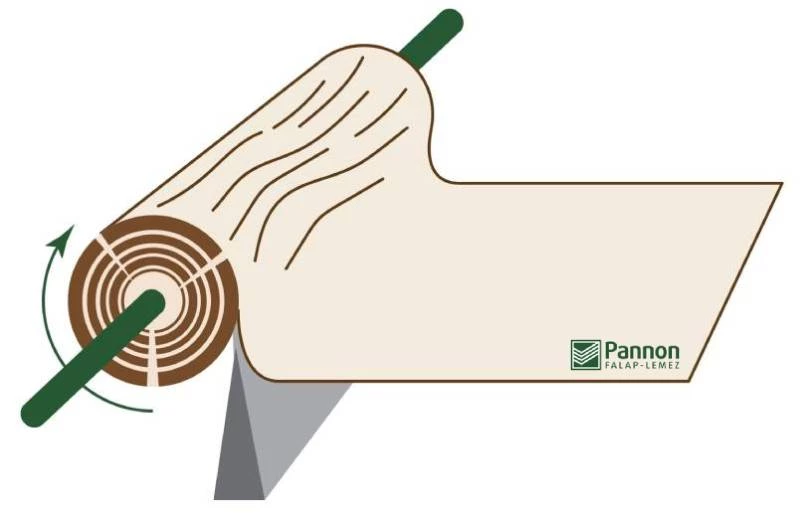
A méretre vágott rönköket egy forgó hámozógépbe helyezik. A rönköt hossztengelye mentén forgatják, miközben egy rögzített kés spirálszerűen, folyamatos furnérszalagot választ le róla. A hámozott furnér vastagsága jellemzően 0,5–3 mm között változik, a kívánt rétegeltlemez-típus függvényében.
3. Furnér szárítás és felületi javítás
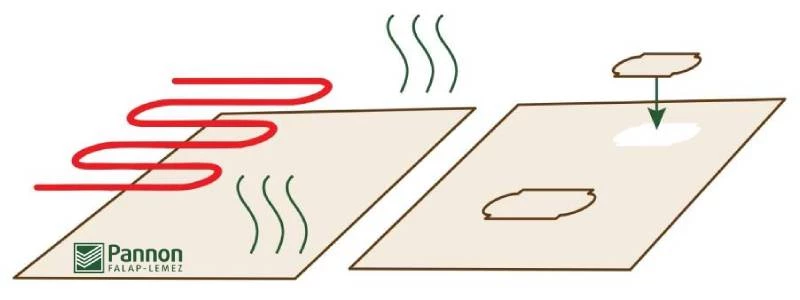 A hámozott furnérok nedvességtartalma kezdetben 30–120% között lehet (teljes telítettség). Ezt 160–180 °C hőmérsékletű szárítóberendezésekben 8–12% közötti céltartalomra csökkentik. A szárítás után a furnérok felületét optikai vagy mechanikus hibafelismerő rendszerekkel átvizsgálják. Az észlelt hibákat (például csomók, repedések, rügynyomok) az adott fafajtának megfelelő, színben és erezetmintázatban illeszkedő furnérbetétekkel vagy fa dugókkal javítják ki.
A hámozott furnérok nedvességtartalma kezdetben 30–120% között lehet (teljes telítettség). Ezt 160–180 °C hőmérsékletű szárítóberendezésekben 8–12% közötti céltartalomra csökkentik. A szárítás után a furnérok felületét optikai vagy mechanikus hibafelismerő rendszerekkel átvizsgálják. Az észlelt hibákat (például csomók, repedések, rügynyomok) az adott fafajtának megfelelő, színben és erezetmintázatban illeszkedő furnérbetétekkel vagy fa dugókkal javítják ki.
4. Ragasztófelhordás és rétegelt lemez összeállítása
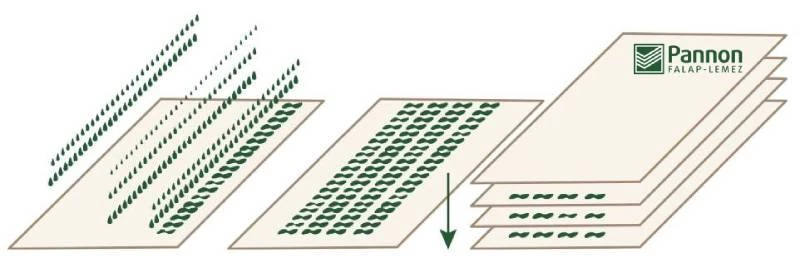 A furnérlapokat a kívánt rétegrend szerint rendezik el: minden egyes réteg rostiránya merőleges az alatta lévőre, ezzel növelve a lemez méretstabilitását és szilárdságát. A ragasztóanyagot (például karbamid-formaldehid, fenol-formaldehid vagy melamin-formaldehid) jellemzően minden második lap mindkét oldalára hordják fel, hogy a kötés teljes felületen létrejöjjön. A ragasztó típusa határozza meg a rétegelt lemez vízállóságát és beltéri/kültéri alkalmazhatóságát.
A furnérlapokat a kívánt rétegrend szerint rendezik el: minden egyes réteg rostiránya merőleges az alatta lévőre, ezzel növelve a lemez méretstabilitását és szilárdságát. A ragasztóanyagot (például karbamid-formaldehid, fenol-formaldehid vagy melamin-formaldehid) jellemzően minden második lap mindkét oldalára hordják fel, hogy a kötés teljes felületen létrejöjjön. A ragasztó típusa határozza meg a rétegelt lemez vízállóságát és beltéri/kültéri alkalmazhatóságát.
5. Meleg préselés
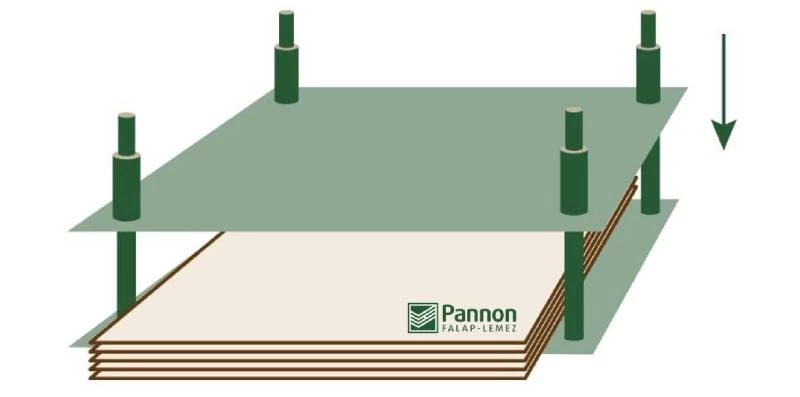 Az összeállított furnérkészletet többlapos (többemeletes) melegprésben préselik. A hőmérséklet 110–150 °C között, a nyomás pedig 0,8–1,5 N/mm² tartományban mozog. A préselési idő függ a lemez vastagságától és a ragasztó típusától, de jellemzően néhány perc.
Az összeállított furnérkészletet többlapos (többemeletes) melegprésben préselik. A hőmérséklet 110–150 °C között, a nyomás pedig 0,8–1,5 N/mm² tartományban mozog. A préselési idő függ a lemez vastagságától és a ragasztó típusától, de jellemzően néhány perc.
6. Végső feldolgozás és csiszolás
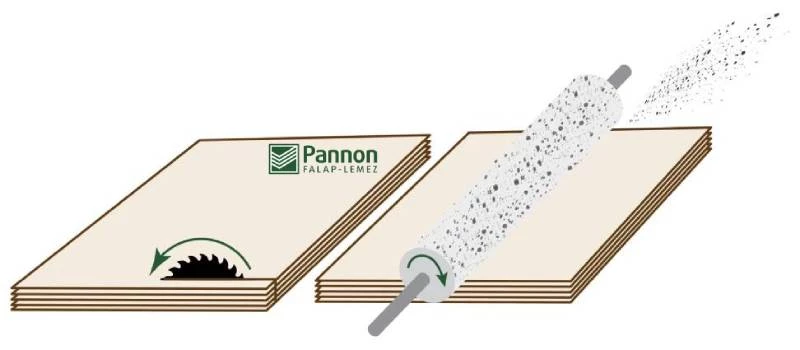 A préselést követően a lapokat akklimatizálják, majd méretre vágják. Ezután a felületeket kalibráló gépek segítségével síkba hozzák, majd finomcsiszolással egységes felületet alakítanak ki. Ez különösen fontos, ha a rétegelt lemez látható felületként vagy bevonat alá kerül.
A préselést követően a lapokat akklimatizálják, majd méretre vágják. Ezután a felületeket kalibráló gépek segítségével síkba hozzák, majd finomcsiszolással egységes felületet alakítanak ki. Ez különösen fontos, ha a rétegelt lemez látható felületként vagy bevonat alá kerül.
7. Filmbevonatos lemezek készítése
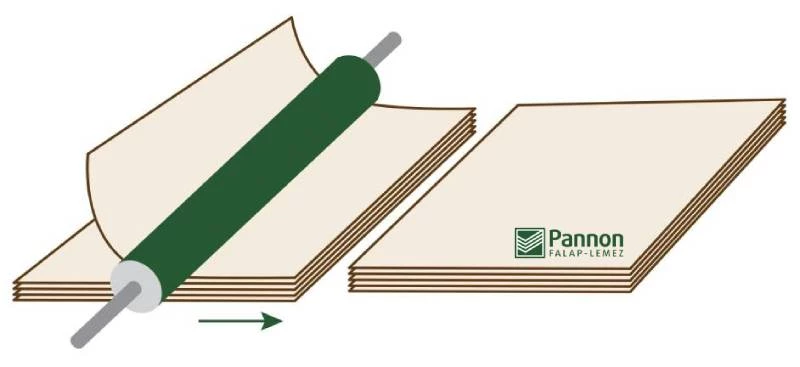 Speciális alkalmazásokhoz a rétegelt lemezt gyantával impregnált papírral (filmmel) vonják be. Ezt nagy nyomáson (általában 1–2 N/mm²) és magas hőmérsékleten (150–180 °C) préselik a lemez felületére. A filmréteg lehet sima, csúszásgátló vagy díszítő célú is, és jellemzően fenolgyanta alapú. Az eredmény egy mechanikailag ellenállóbb, vegyszerekkel és nedvességgel szemben jobban ellenálló felület.
Speciális alkalmazásokhoz a rétegelt lemezt gyantával impregnált papírral (filmmel) vonják be. Ezt nagy nyomáson (általában 1–2 N/mm²) és magas hőmérsékleten (150–180 °C) préselik a lemez felületére. A filmréteg lehet sima, csúszásgátló vagy díszítő célú is, és jellemzően fenolgyanta alapú. Az eredmény egy mechanikailag ellenállóbb, vegyszerekkel és nedvességgel szemben jobban ellenálló felület.
8. Minőségellenőrzés és osztályozás
 A késztermékeket átvizsgálják vizuális és mechanikai vizsgálatokkal. A rétegelt lemezeket az EN 635 szabványsorozat szerint osztályozzák (például BB/CP, B/BB stb.), figyelembe véve a felületi hibák mértékét, a furnér minőségét, a vastagsági eltéréseket és a mechanikai teljesítményt. Ezt követően a lemezeket címkézik, csomagolják és raktározzák.
A késztermékeket átvizsgálják vizuális és mechanikai vizsgálatokkal. A rétegelt lemezeket az EN 635 szabványsorozat szerint osztályozzák (például BB/CP, B/BB stb.), figyelembe véve a felületi hibák mértékét, a furnér minőségét, a vastagsági eltéréseket és a mechanikai teljesítményt. Ezt követően a lemezeket címkézik, csomagolják és raktározzák.